
Componentele care intra in contact cu aluatul sunt confectionate din otel inoxidabil, garantand astfel siguranta produsului finit.
Din cauza puterii mari a motorului si a nerespectarii limitelor de cantitati de material impuse ale aparatului, cel mai adesea bratul spiral din otel inoxidabil cedeaza, rupandu-se.
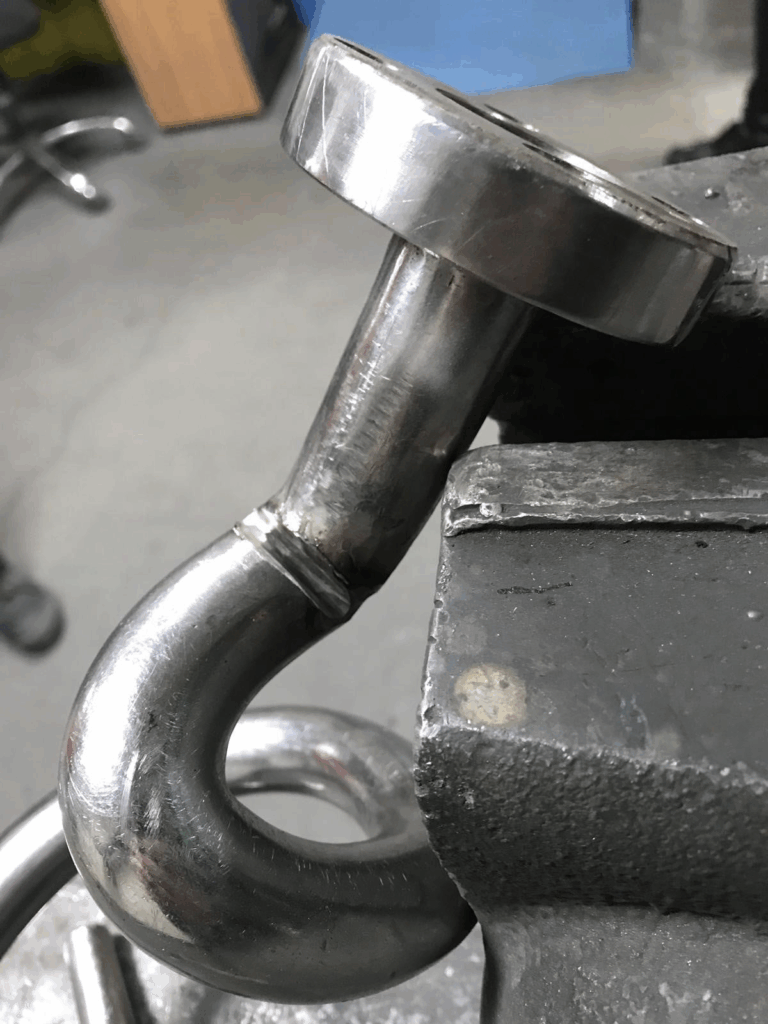
Pregatire si pozitionare
Prima operatiune pentru repararea lui este degresarea si curatarea zonei afectate
Urmand astfel punerea pe pozitie si punctarea componentelor rupte.


Sanfrenare
Dupa punctarea piesei pentru o rezistenta sporita urmeaza operatia de sanfrenare, crearea unui canal in U cu ajutorul polizorului unghiular echipat cu un disc pentru debitat Tyrolit.
Sudarea brațului
Operatia de sudare s-a realizat folosind procedeul WIG/TIG utilizand echipamentul EWM Tetrix 351 AC/DC.
Ca si material de adaos trebuie folosit un inox alimentar de tipul ESAB OK Tigrod 308 LSI sau Bohler ER308L.
Au fost sudate un numar de 3 straturi.

Finisaj
Pentru un aspect final placut si readucerea bratului spirala in cotele initiale a fost necesara operatia de polizare. Aceasta s-a facut cu polizorul unghiular echipat cu disc lamelar.

ECHIPAMENTE